The pipes are cut to size obtaining pieces of different diameter. In line with the cutting operation, the ends of the pipes are cold formed in order to allow the fitting of the sections of pipes of different diameter.
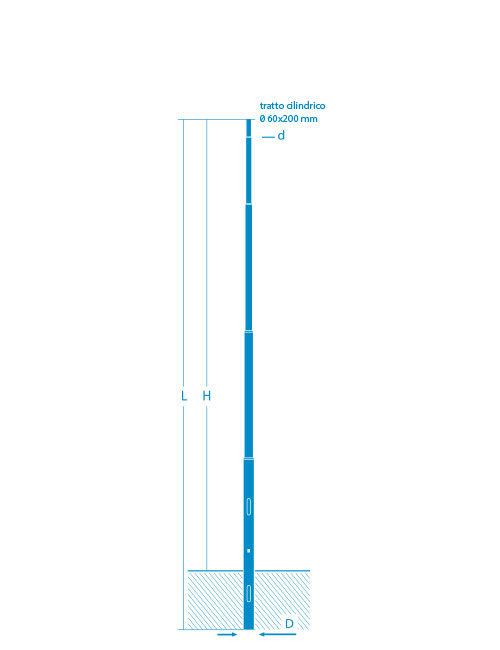
Welded tapered poles with single arm RDI 4000/3 AD
Description
| L mm | H mm | D mm | d mm | P Kg | S m2 | Ø mm | i mm | I mm | p mm |
|---|---|---|---|---|---|---|---|---|---|
| 4000 | 3500 | 89 | 60 | 24 | 0,9 | 250 | 800 | 700 | 500 |
FLOW TABLE
Maximum surface exposed to the wind depending on the area and the exposure category (m2)
| codice | w mm | h1D mm | r mm | d mm | sp | P Kg | α° | descrizione | Cod |
|---|---|---|---|---|---|---|---|---|---|
| MSI 1000/1000/05 | 1000 | 1000 | 500 | 60 | 3 | 8 | 5 | single curved arm type 1 | s1 |
| MSI 1500/1000/05 | 1500 | 1000 | 500 | 60 | 3 | 10 | 5 | single curved arm type 2 | s2 |
| MSI 1500/1500/05 | 1500 | 1500 | 500 | 60 | 3 | 11 | 5 | single curved arm type 3 | s3 |
| MSI 1500/1500/10 | 1500 | 1500 | 1000 | 60 | 3 | 11 | 5 | single curved arm type 4 | s3 |
| zona 1 (max 1000 m s.l.m.) zona 2 (max 750 m s.l.m.) Vref0 25 m/s |
zona 3 (max 500 m s.l.m.) Vref0 27 m/s |
zona 4-6 (max 500 m s.l.m.) zona 5 (max 750 m s.l.m.) Vref0 28 m/s |
zona 7 (max 1000 m s.l.m.) Vref0 29 m/s |
zona 8 (max 1500 m s.l.m.) zona 9 (max 500 m s.l.m.) Vref0 31 m/s |
|||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| I | II | III | IV | I | II | III | IV | I | II | III | IV | I | II | III | IV | I | II | III | IV |
| S2 | s3 | s3 | s3 | s2 | s3 | s3 | s3 | s1 | s2 | s3 | s3 | s1 | s2 | s3 | s3 | – | s1 | s2 | s2 |
Assembly and circumferential welding
Subsequently, the pipes are assembled together and subject to circumferential welding by means of automatic and manual welding procedures. The welding is carried out in compliance with specific processing techniques (WPS) compliant with the UNI EN standards ISO 15609-2 and adopting qualified procedures (WPAR) in compliance with UNI EN ISO 15614-1 standards. All the welding employees are qualified according to UNI EN 1418 and 287-1 standards and are supported and controlled by supervision with international qualifications (International Welding Engineer). In this regard, welding is subject to visual inspection (VT) performed by qualified personnel in compliance with the UNI EN 473 standard.
Dimensional tolerances
The machining tolerances comply with the UNI EN 40-2 standard.
Finishing
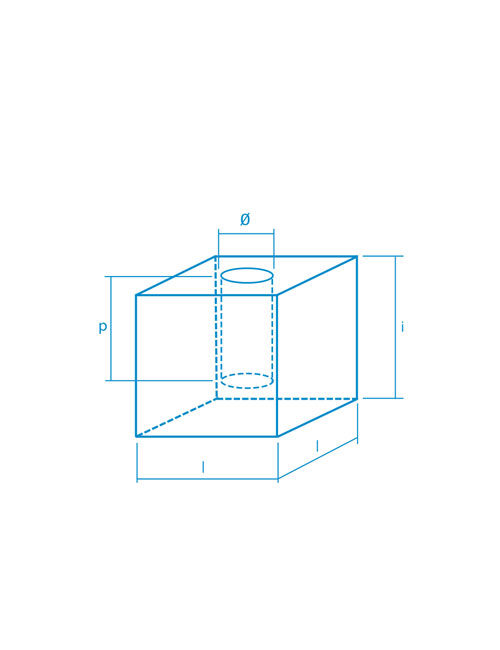
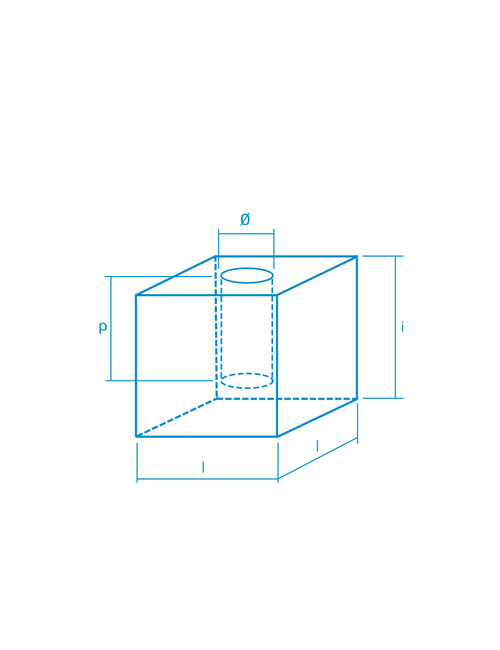
Once the lamination phase is completed, the pole is subjected to specific operations at the base (i.e. slots) and at the tip (i.e. calibration).
Galvanizing
The internal and external surface protection is guaranteed by a hot galvanizing process carried out from its immersion in a bath of molten zinc, after pickling aimed at eliminating any slag and impurities. The galvanizing process is manufactured in compliance with the UNI EN ISO 1461 standard or, upon request, in compliance with the CEI 7-6 standard dossier n. 239.
For aesthetic reasons aimed at favoring the insertion of the pole within the urban context or for the need to strengthen the protection against corrosion, the pole, on request, can be painted.
Materials
The poles are made using steel sheet S235JR (Fe 360B) with mechanical characteristics that comply with the UNI EN 10025 standard.
Testing
Each processing phase is subject to constant monitoring by employees who work under the supervision of the department head, who reports directly to the Quality Control Office.
Additional information
| Categoria di terreno | I – Sea coast, II – Cultivated land, III – Suburban areas, IV – Urban areas |
|---|---|
| Numero di apparecchi | 1 |
| Altezza punto luce | 3500 |
| Zona vento | AREA 1, AREA 2, AREA 3, AREA 4, AREA 5, AREA 6, AREA 7 |