Il rotolo di lamiera viene spianato mediante un impianto combinato “raddrizzatrice-spianatrice”, con rifilatura ai bordi per eliminare le parti ossidate e/o deformate, tagliato in lunghezza mediante “slitter” ed in diagonale mediante “sistema a rulli”.
Pali conici da lamiera con a sezione ottagonale con sbraccio a squadro doppio riportato PNI 7800/4
Descrizione
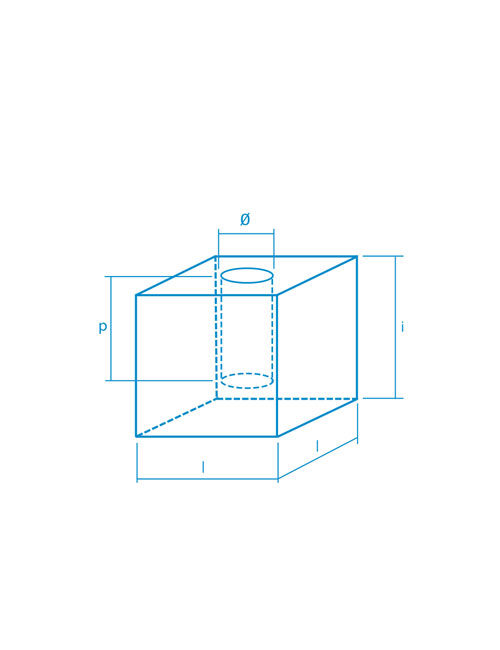
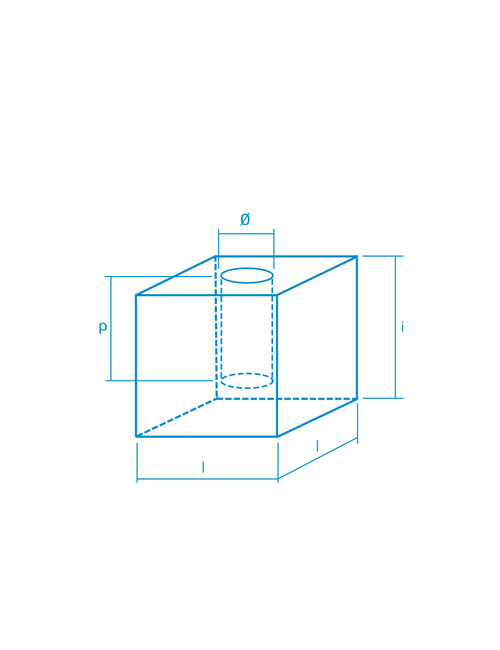
| L mm | H mm | D mm | d mm | P Kg | S m2 | Ø mm | i mm | I mm | p mm |
|---|---|---|---|---|---|---|---|---|---|
| 7800 | 7000 | 141 | 60 | 77 | 2,4 | 300 | 1000 | 1000 | 800 |
TAVOLA DI PORTATA
Superficie massima esposta al vento in funzione della zona e della categoria di esposizione (m2)
| codice | w mm | h1D mm | d mm | sp | P Kg | α° | descrizione | Cod |
|---|---|---|---|---|---|---|---|---|
| PDI 1000 | 1000 | 350 | 60 | 3 | 10 | 0 | sbraccio a squadro doppio tipo 1 | d1 |
| PDI 1500 | 1500 | 500 | 60 | 3 | 15 | 0 | sbraccio a squadro doppio tipo 2 | d2 |
| PDI 2000 | 2000 | 600 | 60 | 3 | 20 | 0 | sbraccio a squadro doppio tipo 3 | d3 |
| zona 1 (max 1000 m s.l.m.) zona 2 (max 750 m s.l.m.) Vref0 25 m/s |
zona 3 (max 500 m s.l.m.) Vref0 27 m/s |
zona 4-6 (max 500 m s.l.m.) zona 5 (max 750 m s.l.m.) Vref0 28 m/s |
zona 7 (max 1000 m s.l.m.) Vref0 29 m/s |
zona 8 (max 1500 m s.l.m.) zona 9 (max 500 m s.l.m.) Vref0 31 m/s |
|||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| I | II | III | IV | I | II | III | IV | I | II | III | IV | I | II | III | IV | I | II | III | IV |
| d2 | d3 | d3 | d3 | – | d2 | d3 | d3 | – | d1 | d3 | d3 | – | d1 | d3 | d3 | – | – | d1 | d2 |
formatura tronco-conica
Il trapezio viene sottoposto a formatura a tronco di cono utilizzando pressepiegatrici asservite da manipolatori automatici a controllo numerico.
saldatura
I lembi del tronco di cono vengono uniti longitudinalmente mediante procedimenti di saldatura automatici e manuali.
Le saldature vengono effettuate nel rispetto di specifiche tecniche di lavorazione (WSP) conformi alle norme UNI EN
ISO 15609-2 ed adottando procedimenti qualificati (WPAR) conformi alle norme UNI EN ISO 15614-1. Tutti gli addetti alla saldatura sono qualificati con patentino secondo le norme UNI EN 1418 e 287-1 e sono supportati e controllati da supervisiore con qualifiche internazionali (International Welding Engineer). A tale proposito la saldatura è sottoposta a controllo visivo (VT) eseguito da personale qualificato nel rispetto della norma UNI EN 473.
tolleranze dimensionali
Le tolleranze di lavorazione sono conformi alla norma UNI EN 40-2.
finitura
Conclusa la fase di saldatura il palo viene sottoposto a specifiche lavorazioni alla base (es. asole) ed in punta (es. calibratura).
zincatura
La protezione superficiale, interna ed esterna, è assicurata mediante un processo di zincatura a caldo, effettuato per
immersione in un bagno di zinco fuso, previo decapaggio teso ad eliminare ogni scoria ed impurità. Il processo di zincatura
è realizzato in conformità alla norma UNI EN ISO 1461 o, a richiesta, in conformità alla norma CEI 7-6 fascicolo
n.239. Per ragioni di estetica tese a favorire l’inserimento del palo all’interno del contesto urbano o per l’esigenza di rafforzare la protezione contro l’azione degli agenti atmosferici, il palo, su richiesta, può essere sottoposto ad un ciclo di verniciatura.
materiali
I pali sono realizzati utilizzando lamiera in acciaio S235JR (Fe 360B) con caratteristiche meccaniche conformi alla norma UNI EN 10025.
collaudi
Ogni fase di lavorazione è sottoposta a controllo costante da parte degli addetti che operano sotto la supervisione del
responsabile di reparto che risponde direttamente all’Ufficio Controllo Qualità.
Informazioni aggiuntive
| Categoria di terreno | I – Costa Marina, II – Terreni coltivati, III – Aree Suburbane, IV – Are urbane |
|---|---|
| Numero di apparecchi | 2 |
| Altezza punto luce | 7000 |
| Zona vento | ZONA 1, ZONA 2, ZONA 3 |